Transparency
haze-gard i
Product Info
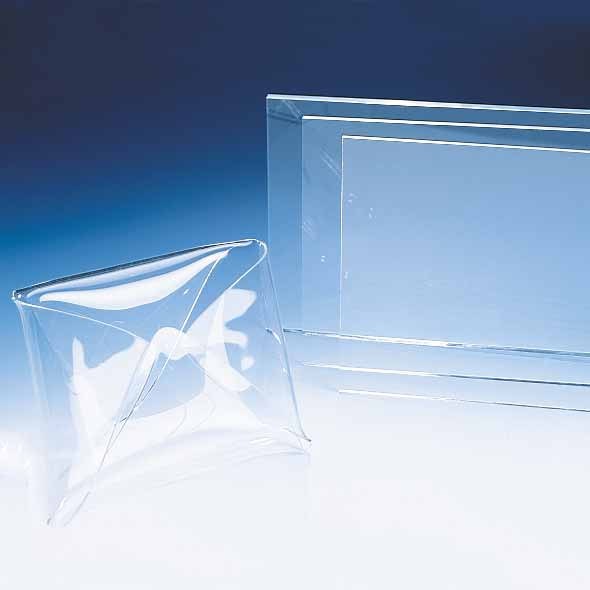
Transparent films are used in thousands of different applications. Whether shrink film, blister or medical films – each application asks for specific behaviors in the material selection and processing conditions. Flower packaging should be very clear, protecting and presenting its content in the same way. Films for grocery bags are expected to diffuse the light. Consistent transparency can only be guaranteed if the key material and process factors are under control and a standardized sample preparation is used.