Transparence
haze-gard i
Informations sur le produit
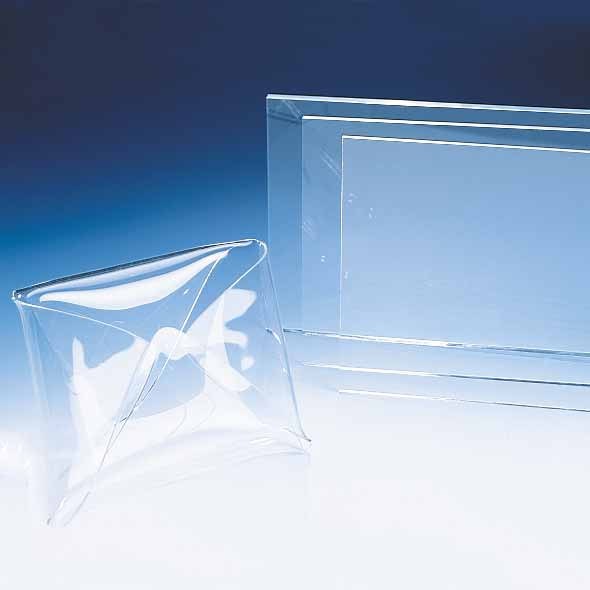
Des films transparents sont utilisés dans des milliers d’applications différentes. Qu’il s’agisse de film rétractable, de blister ou de films médicaux –, chaque application requiert des comportements spécifiques en matière de sélection du matériau et de conditions de traitement. Les emballages de fleurs devraient être très clairs, protecteurs et présenter le contenu de la même manière. Il est attendu des films pour les sacs d’épicerie qu’ils diffusent la lumière. Une transparence cohérente peut uniquement être garantie si le matériau clé et les facteurs de process sont sous contrôle et une préparation d’échantillon standardisée est utilisée.