
Temperature Control
temp-gard
Product Info
Patchwork might be good for quilts but certainly not for coated industrial goods. As many finished products consist of multiple components which are manufactured by different suppliers and at different locations, uniformity of color and appearance is crucial. Not only the paint batches need to be delivered with consistent quality, but also the production process of the finished product needs to be controlled.
According to Wikipedia the oldest transmitted paint formulation dates back to the 12th century. Since then a lot has changed. Industrial coatings with lower solvent content were introduced resulting in water based systems with almost no solvent. Increasing environmental demands during the last years and requirements for low VOC (volatile organic compounds) systems open the doors for powder coatings with 100 % solids content. Independent of the material, the optical properties of industrial coatings need to fulfill certain quality aspects before they can be applied on the final product.
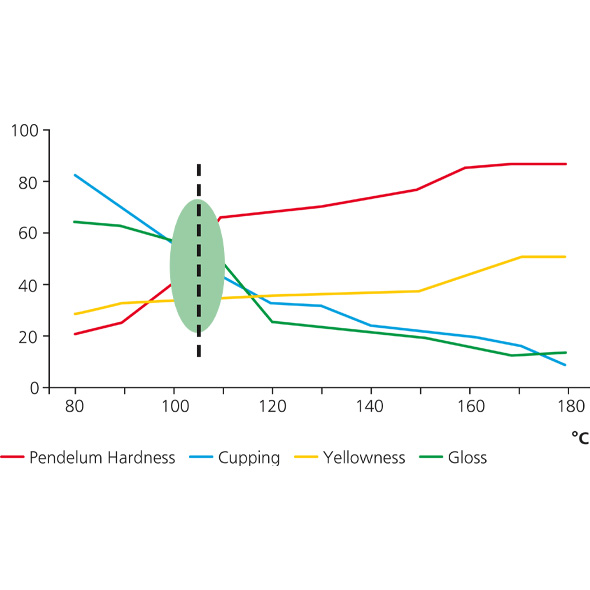
The prerequisite for proper physical and optical properties is a controlled and stable baking process. Temperature as well as baking time determines the cross-linking quality of the paint. The picture on the left shows how on the one hand hardness and flexibility of the paint film are influenced by the baking temperature, but on the other hand also the optical properties color and gloss.

The oven recorder temp-gard is a valuable tool to routinely monitor the temperature distribution of the ovens as well as the object temperature. As the object temperature is highly influenced by the material, material thickness, and shape of the product, it is recommended to select the most critical measurement spots on the object. Additionally, one sensor is used to monitor air temperature.
The graph below shows temperature measurements of a multicomponent product. Sensor 1 is placed on a part made out of thinner steel. The high curing index of 244 % clearly determines that the part is over-cured and most probably will not reach the product specifications.




